CNC-Fräse
Spezifikationen der Hardware
Fräse
Anders als ein 3D-Drucker ist die Fräse dumm. Die GCODE-Befehle werden von LinuxCNC interpretiert und in direkte Ansteuerung der Schrittmotoren über die Parallele Schnittstelle und den Motortreiber umgewandelt.
Parallelport Pins:
2 X Direction
3 X Step
4 Y Direction Invers
5 Y Step
6 Z Direction Invers
7 Z Step
11 Referenzschalter Z
12 Referenzschalter Y
13 Referenzschalter X
Schwanekamp SM1020
Schritte pro Umdrehung 200
Spindelsteigung 1,25
Verfahrweg X 200, y 280, z 40
PC
Installierte Software
Werkzeugtabelle
Die Werkzeugtabelle in LinuxCNC und DXF2GCODE sollte übereinstimmen. Aufgrund der Restriktionen von DXF2GCODE(?) verwenden wir folgende Werkzeuge
- 1 Standardwerkzeug
- 10 -> 1 mm Fräser
- 20 -> 2 mm Fräser
- 24 -> 2.4 mm Fräser
- 30 -> 3 mm Fräser
TODO Ergänzen
- Was bedeutet der Start Radius in D2G?
- Was bedeutet POC in LinuxCNC? (benötiger Parameter)
Estlcam
Ist jetzt grundsätzlich funktionsfähig, erfordert aber noch viel Finetuning.
LinuxCNC
LinuxCNC ist gleichzeitig der Name der Linux-Distribution sowie das wesentliche Programm der Anlage. Wie oben erwähnt interpretiert LinuxCNC die GCODE-Befehle. Es überwacht die Position der Fräse. Es kann also theoretisch jederzeit ein Vorgang fortgesetzt werden. Die Fräse wird wieder die gleiche Position finden, wenn LinuxCNC nicht zwischenzeitlich beendet oder der Referenzpunkt verändert wurde.

Oben sind die wesentlichen Knöpfe:
- Abbruch / Notaus (F1)
- Maschine EIN - nur einer der beiden Knöpfe kann gedrückt sein
- GCODE-Datei öffnen
- Datei neu laden - falls extern verändert
- Start
- Nächsten Befehl ausführen
- Pause / Fortsetzen
- Stop (ESC) - vielleicht sollte man hiermit das Programm unterbrechnen um es später fortsetzen zu können?
Darunter ist auf der linken Seite die Steuerung der Fräse. Dies ist nötig, um den Startpunkt anzufahren oder die Fräse "mal eben" zur Seite zu fahren.
Rechts wird die aktuelle Position angezeigt sowie der geplante Weg (weiß). Außerdem wird der bereits gefahrene Weg angezeigt. Dieser kann zwecks Übersichtlichkeit mit dem Pinsel oben rechts gelöscht werden.
Links unten werden die maximalen Geschwindigkeiten eingetragen ????
Mit den Pfeiltasten kann in Richtung der X- und Y-Achsen gefahren werden. Mit Bild-Hoch und -Runter die Z-Achse.
Ganz unten (nicht im Bild) wird die GCODE-Datei angezeigt. Sie kann in externem Programm bearbeitet werden mit Datei/Bearbeiten. Danach muss sie neu geladen werden.
dxf2gcode

Unsere Auswahl fiel auf DXF2GCODE, weil es recht wenig komplex ist. Deshalb ist die Wegführung ziemlich straight forward und simpel. Leider können damit keine Flächen (Taschen) plan gefräst werden. (doch?!)
DXF2GCODE erlaubt uns die Eingabe sämtlicher Fräsparameter, denn DXF gibt ja nur einen Umriss vor.
Als Input erlaubt DXF2GCODE auch Postscript und PDF.
Siehe auch das offizielle Userguide.
Das Userguide ist völlig veraltet. Versucht es mal mit dieser Anleitung, die ist sogar auf deutsch: https://sourceforge.net/p/dxf2gcode/sourcecode/ci/master/tree/doc/DXF2GCODE_Beschreibung_b02_tkinter.doc?format=raw
Fräsparameter:
- Z Retraction / Rückzugsebene - Wie weit soll der Fräser hochfahren bei Fahrt zum nächsten Element?
- Z Safety Margin / Sicherheitsabstand - Ab wieviel Abstand darf die Fräse volle Fahrt aufnehmen?
- Z Workpiece TOP - Werkstückoberfläche relativ zur Antast-Position
- Z Infeed Depth / Zustelltiefe - Abtrag pro Durchgang
- Z Final Mill Depth / Frästiefe - Gesamttiefe
- Feed Rate XY / Vorschub - Fräsfahrt
- Feed Rate Z / Vorschub - Eintauchen
Einstellungen:
LibreCAD
Ist auf dem PC installiert. Zweck?
F-Engrave
Ist ebenfalls installiert...
Vorgehen zum Fräsen eines Werkstücks
Einschalten
- Hauptschalter
- Am Tisch rechts von der Fräse befindet sich eine Steckdosenleiste, die eingeschaltet werden muss. Das Licht oberhalb der Werkbank leuchtet auf.
- Computer
- Klappe auf, drücken des unteren Tasters.
- Login cnc
- Fräse
- Oberhalb der Fräse: Motortreiber einschalten ??? Reihenfolge??
Erstellen des Input
Erstellen einer DXF Datei
FreeCAD kann DXF Dateien erstellen. Es scheint, als würde es aber suboptimale Dateien erstellen. Ein Kreis beispielsweise besteht aus zwei Halbkreisen, was eine Pause beim Fräsen verursacht.
Bei der Erstellung sollte man folgendes berücksichtigen:
- Evlt Ursprung auf die Mitte der Grafik. Dann kann man später einfach die Mitte des Werkstücks markieren und anfahren.
- DXF2GCODE kann keine Stege stehenlassen. Eventuell also Stege einplanen, damit das Werkstück nicht herausfällt.
- Es darf keine nicht erreichbaren Stellen geben. Löcher müssen also größer als der Fräserdurchmesser sein. Innenecken müssen größergleich Fräserdurchmesser abgerundet sein. Andernfalls produziert DXF2GCODE unvorhersehbare Ergebnisse.
Konvertieren DXF nach gcode
Das Konvertieren von DXF-Dateien ist nicht trivial. Folgende Daten müssen dabei angegeben werden:
- Welche Seite der Linien soll weggefräst werden?
- Welche Maße hat der Fräser?
- Wie schnell soll gefahren werden?
- Wie tief soll bei jedem Durchgang gefräst werden?
- Wegoptimierung
- ...
Wir machen das folgendermaßen:
- DXF-Datei aus einem 2D-Objekt erstellen. Beispielsweise die Skizze in FreeCAD.
- DXF-Datei laden
- Bei Bedarf die Zeichnung drehen Optionen / Drehen
- Die Startmarkierung evtl automatisch setzen
- Sie sollte an einer sinnvoll anfahrbaren Stelle liegen, entweder mittig oder unten links.
- Elemente in eine sinnvolle Reihenfolge bringen, beispielsweise den Umriss erst ganz zuletzt fahren, sonst fällt das Werkstück ja raus.
- Export / Wegoptimierung wählen
- Elemente auswählen und in ihrer Reihenfolge verschieben
- Elemente können sowohl links in der Liste, als auch in der Grafik ausgewählt werden. Dann muss man aber erneut in die Liste klicken, sonst bewegt er das zuletzt ausgewählte Element.
- zuerst die Bohrungen, zum Schluss den Umriss (auch wenn Stege vorhanden, wegen Stabilität)
- Zu fräsende Bereiche festlegen
- Alle Elemente markieren und dann per Rechtsklick die Fräserkompensation auf Links oder Rechts
- Sonst würde der Fräser die Wege direkt abfahren und nicht das gewünschte Resultat bringen.
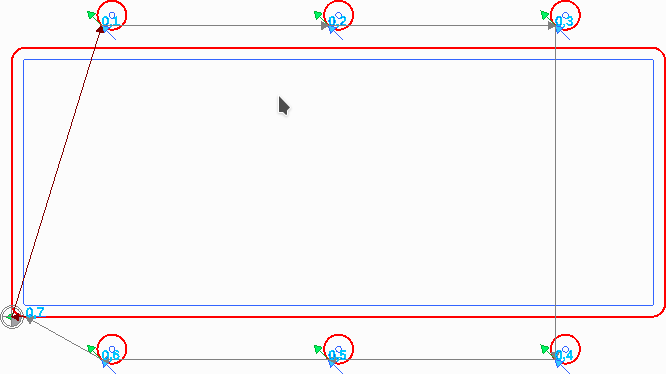
So soll die Ansicht aussehen (wenn alle Teile ausgewäht). In blau die Fräsbahnen, in rot die Konturen, in schwarz die Leerfahrt.- Sind nun die blauen Fräswege der ausgewählten Elemente sichtbar? (Achtung: Software Bug!)
- falls nicht, Fahrtrichtung umkehren - manchmal erscheint der Weg dann doch.
- falls nicht, ist die Zeichnung korrekt?
- ist die Zeichnung in 2D? Wie ist die Anzahl der Objekte? Für obige Zeichnung müssten es 7 Objekte sein.
- Gibt es nicht erreichbare Ecken - vor allem zu kleine Löcher oder nicht abgerundete innere Ecken?
- Wir hatten den Effekt, dass eine identische Version von DXF2GCODE daheim korrekt funktioniert, im Space aber nicht.
- Alle Elemente markieren und dann per Rechtsklick die Fräserkompensation auf Links oder Rechts
- Für jedes Element die Fräserbahn überprüfen.
- Falls sie auf der falschen Seite liegt, die Fräserkompensation tauschen.
- Nun können die Fräsparameter links unten eingestellt werden (passende Daten siehe unten)
- Vorher alle Elemente markieren
- Fräserdurchmesser
- Frästiefe
- Zum kompletten Durchschneiden des Materials sollte die Gesamtfrästiefe 1 mm größer sein als das Blech dick ist.
- Fräsgeschwindigkeit
- Zum Schluss exportieren

Einrichten der Fräse
- LinuxCNC starten
- GCODE-Datei laden.
- Die Konturen sehen anders aus als in DXF2GCODE, da jetzt die tatsächlichen Wege gezeigt werden.
- Fräse einschalten zweiter Button von Links
- Motortreiber einschalten, vorher oder hinterher?
- Prüfen, ob die Fräse frei steht. Sonst evtl. die Z-Achse hochfahren per BildHoch-Taste
- Referenzfahrt machen, entspricht Home beim 3D-Drucker. Z-Endstop ist oben!
- Y-Achse per Druck auf Pfeil-Hoch nach vorne fahren
- Werkstück einspannen
- vorher falls nötig entgraten
- Fräser kaufen
- Fräser einspannen. 13er und 19er Schlüssel notwendig
- Startpunkt anfahren
- Die Z-Achse ähnlich wie beim 3D-Drucker mithilfe eines Papiers ausrichten
- Für alle drei Achsen Antasten klicken. Das setzt den Ursprung auf diese Stelle.
Fräsen
- Für Alu fräsen Spiritus als Kühl- und Schmiermittel verwenden
- Fräser-Drehzahl einstellen. Drehrad oben an der Maschine.
- Fräser einschalten. Schalter nach unten schieben und einrasten lassen.
- Hand auf F1-Taste für Abbruch
- Start des Fräsvorgangs, x-ter Button von Links.
- Spiritus!
Aufräumen
- Fräser ausspannen und wegräumen
- Ausschalten, Reihenfolge?
- Nach Trocknung aussaugen
Kennwerte für verschiedenen Materialien
| Material | Fräser | Z Zustell Tiefe Z Infeed Depth |
XY Vorschub XY Feed Rate |
Z Vorschub Z Feed Rate |
Drehzahl | Kommentar |
|---|---|---|---|---|---|---|
| Aluminium | 2.4 mm | -1,5 mm | 150 mm/min (2,5 mm/sec) | 80 mm/min (1,33 mm/sec) | gering? | Die Späne werden langsam größer, dieser XY-Feed ist also ein gutes Minimum, größere Werte können ausprobiert werden. Z-Feed 80 war zu groß, 60 versuchen. |
| Aluminium | 1 mm | -0,5 mm | 150 mm/min (2,5 mm/sec) | 60 mm/min (1 mm/sec) | höher? | Z-Feed 80 war zu groß, 60 versuchen. 1 mm Infeed war evtl auch zu groß, besser nur 0,5. XY Vorschub auch senken? |
TODO
- Neue Stehbolzen für den Schlitten, neue Flügelmuttern sind bereits vorhanden. Die alten Stehbolzen haben kaputte Gewinde. Nötig: Schlossschrauben M5? oder M4?
- Das neue LinuxCNC funktioniert irgendwie nicht, trotz kopierter Konfig macht es einen Höllenlärm. Verwende Debian 9!
- Das alte WinXP bootet nicht von der SSD
- Neues Windows installieren und verschiedene kostenloses Progamme ausprobieren?